
Wracamy do blacharki, bo to jest obecnie nasz główny front robót. Tym razem Maciek zabrał się za zdjęcie całego tyłu konstrukcji. Oczywiście, trzeba to zrobić po kawałku. Odwiercając to jako pojedyńcze elementy, możemy prześledzić budowę konstrukcji, żeby później to odbudować dokładnie tak, jak powinno być zrobione. Łatwiej też będzie potem dorobić pojedyńczy element, niż naprawiać ich łączenia, czy coś. W każdym razie, przy tej ilości rdzy, którą tu mamy.

Najpierw jednak trzeba zdjąć ten dolny płaski element, żeby się dostać do wszystkich wzmocnień, które są w srodku.

No i pierwszy bok zdjęty. Nie muszę chyba przytaczać słów Maćka, określających ilość wiercenia zgrzewów? :)

Dlatego tych zgrzewów jest tyle, że w środku są wzmocnienia przenoszące obciążenie z zawieszenia (po lewej widać gniazdo sprężyny i amortyzatora). Dlatego też najchętniej bym wymienił ten odwiercony panel na całą, nową blachę, zamiast go naprawiać - nowa stal nie będzie miała pęknięć zmęczeniowych, ani spawów, które te pęknięcia naprawiły i wprowadziły swoje naprężenia.

Przyłożyliśmy z powrotem tą dolną blachę, żeby pokazać jak to konstrukcyjnie wygląda.

Potem Maciek odwiercił również wewnętrzny panel. Wzmocnienia zostały na miejscu, to nie jest moment na ich demontaż. Weźmiemy się za to dopiero podczas składania tyłu na gotowo.

Tymczasem podwozie zaczyna wyglądać jeszcze bardziej łyso... a to jeszcze nie koniec.

Odwiercona została jeszcze druga strona, a potem plecy tylnego siedzenia, czyli gródź między kabiną a komorą silnika.

Na wysokości siedziska tylnej kanapy jest łączenie górnej części grodzi z dolną. Dolna ma całą masę otworów na linki, rurki itd. To się łączy z górną częścią na wysokości siedziska, gdzie związane jest z nim dodatkowym kątownikiem. Na dole łączy się z podłogą, zagiętą tu w dół pod kątem prostym. W środkowej części podłogi jest obniżony fragment, tu przechodzą rurki chłodzenia i mechanizm zmiany biegów.

Coraz mniej tego zostało.

Są tu jeszcze drobne wzmocnienia niedaleko progów. Łączą one dodatkowo podłogę z pionową tylną ścianą.

Jak widać na poprzednim zdjęciu, od dołu w podłodze jest tu prostokątny otwór. Nie wiem, po co on jest, nic tam nie wchodzi, zgrzewy dało się zrobić w fabryce bez niego. Podjęliśmy z Maćkiem decyzję, że go nie robimy w nowej podłodze, bo jest on tylko miejscem wchodzenia wilgoci w zakamarki.

Potem trzeba by było odwiercić siedzisko kanapy, ale przednia część była trudno od dołu dostępna, a nie potrzebowaliśmy już żadnych z tego wymiarów, więc zostało to odcięte w całości.

W międzyczasie pomierzyliśmy z Maćkiem całą podłogę. Póki co skupiliśmy się tylko na środkowej części, zgodnie z powiedzeniem, że słonia się je po kawałku. Najpierw przerysowałem niechlujne, robocze rysunki na czysto, żeby poukładać sobie to w głowie i porównać wymiary z rzeczywistością.
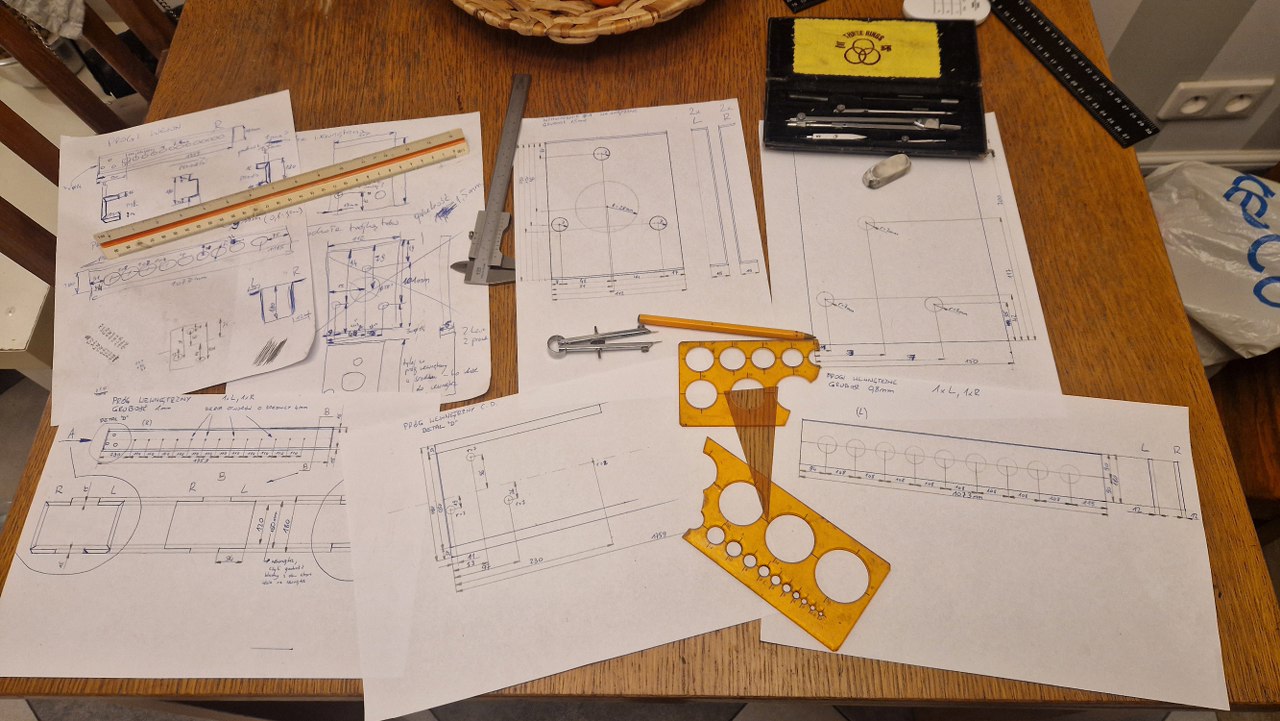
Potem przerysowałem to w CADzie i wysłałem do dalszej obróbki i poprawienia. W końcu zostało to wycięte laserem i wygięte.

Do nowych blach dojdziemy niedługo, póki co trzeba skończyć ciąć stare podwozie. Powoli jednak się szykujemy do odwzorowania przetłoczeń w blachach, bo firma wycinająca blachy tego oczywiście nie robi. Kupiłem więc około 20kg stali w walcach. Nieopatrznie poszedłem po to do paczkomatu na piechotę i musiałem to dźwigać :). Krążki trafiły do tokarki...

A tu już pierwszy komplet tłoczników gotowy i testowe przełoczenia. W tym tłoczniku centrowanie zrobiłem za pomocą pinu 4mm pośrodku. W progu wewnętrznym nie mam jak tego inaczej dokładnie ustawić, więc woleliśmy mieć wycięte laserem idealnie równo otworki, które potem zaspawamy, niż przetłoczenia, które są nierówno.

Jakość tłoczenia jest bardzo zachęcająca! Co prawda blacha się trochę pofalowała, bo cisnąłem to na brzegu, ale już mam pomysł jak temu zapobiec. No i blacha ze zdjęcia ma 1,2mm grubości, a przetłoczenie zrobiłem na swojej prasie warsztatowej, która ma zaledwie 12 ton nacisku.

Najpierw jednak trzeba zdjąć ten dolny płaski element, żeby się dostać do wszystkich wzmocnień, które są w srodku.
No i pierwszy bok zdjęty. Nie muszę chyba przytaczać słów Maćka, określających ilość wiercenia zgrzewów? :)
Dlatego tych zgrzewów jest tyle, że w środku są wzmocnienia przenoszące obciążenie z zawieszenia (po lewej widać gniazdo sprężyny i amortyzatora). Dlatego też najchętniej bym wymienił ten odwiercony panel na całą, nową blachę, zamiast go naprawiać - nowa stal nie będzie miała pęknięć zmęczeniowych, ani spawów, które te pęknięcia naprawiły i wprowadziły swoje naprężenia.
Przyłożyliśmy z powrotem tą dolną blachę, żeby pokazać jak to konstrukcyjnie wygląda.
Potem Maciek odwiercił również wewnętrzny panel. Wzmocnienia zostały na miejscu, to nie jest moment na ich demontaż. Weźmiemy się za to dopiero podczas składania tyłu na gotowo.
Tymczasem podwozie zaczyna wyglądać jeszcze bardziej łyso... a to jeszcze nie koniec.
Odwiercona została jeszcze druga strona, a potem plecy tylnego siedzenia, czyli gródź między kabiną a komorą silnika.
Na wysokości siedziska tylnej kanapy jest łączenie górnej części grodzi z dolną. Dolna ma całą masę otworów na linki, rurki itd. To się łączy z górną częścią na wysokości siedziska, gdzie związane jest z nim dodatkowym kątownikiem. Na dole łączy się z podłogą, zagiętą tu w dół pod kątem prostym. W środkowej części podłogi jest obniżony fragment, tu przechodzą rurki chłodzenia i mechanizm zmiany biegów.
Coraz mniej tego zostało.
Są tu jeszcze drobne wzmocnienia niedaleko progów. Łączą one dodatkowo podłogę z pionową tylną ścianą.
Jak widać na poprzednim zdjęciu, od dołu w podłodze jest tu prostokątny otwór. Nie wiem, po co on jest, nic tam nie wchodzi, zgrzewy dało się zrobić w fabryce bez niego. Podjęliśmy z Maćkiem decyzję, że go nie robimy w nowej podłodze, bo jest on tylko miejscem wchodzenia wilgoci w zakamarki.
Potem trzeba by było odwiercić siedzisko kanapy, ale przednia część była trudno od dołu dostępna, a nie potrzebowaliśmy już żadnych z tego wymiarów, więc zostało to odcięte w całości.
W międzyczasie pomierzyliśmy z Maćkiem całą podłogę. Póki co skupiliśmy się tylko na środkowej części, zgodnie z powiedzeniem, że słonia się je po kawałku. Najpierw przerysowałem niechlujne, robocze rysunki na czysto, żeby poukładać sobie to w głowie i porównać wymiary z rzeczywistością.
Potem przerysowałem to w CADzie i wysłałem do dalszej obróbki i poprawienia. W końcu zostało to wycięte laserem i wygięte.
Do nowych blach dojdziemy niedługo, póki co trzeba skończyć ciąć stare podwozie. Powoli jednak się szykujemy do odwzorowania przetłoczeń w blachach, bo firma wycinająca blachy tego oczywiście nie robi. Kupiłem więc około 20kg stali w walcach. Nieopatrznie poszedłem po to do paczkomatu na piechotę i musiałem to dźwigać :). Krążki trafiły do tokarki...
A tu już pierwszy komplet tłoczników gotowy i testowe przełoczenia. W tym tłoczniku centrowanie zrobiłem za pomocą pinu 4mm pośrodku. W progu wewnętrznym nie mam jak tego inaczej dokładnie ustawić, więc woleliśmy mieć wycięte laserem idealnie równo otworki, które potem zaspawamy, niż przetłoczenia, które są nierówno.
Jakość tłoczenia jest bardzo zachęcająca! Co prawda blacha się trochę pofalowała, bo cisnąłem to na brzegu, ale już mam pomysł jak temu zapobiec. No i blacha ze zdjęcia ma 1,2mm grubości, a przetłoczenie zrobiłem na swojej prasie warsztatowej, która ma zaledwie 12 ton nacisku.